























White biotechnology, also known as industrial biotechnology, is the branch of biotechnology focused on using microorganisms, enzymes and bioprocesses to improve industrial manufacturing. Its main value lies in making production more efficient, less energy intensive and often more sustainable than conventional chemistry.
It is increasingly relevant in chemicals, materials, food, energy and waste valorization. Instead of relying only on high temperatures, petrochemical feedstocks or aggressive reagents, white biotechnology uses biological systems to produce useful outputs under more controlled and often milder conditions.
White biotechnology brings biology into industry to replace, improve or redesign conventional manufacturing routes.
What is white biotechnology?
White biotechnology is the use of biological systems in industrial production. That includes microorganisms such as bacteria, yeasts and fungi, as well as enzymes and fermentation-based processes that help manufacture chemicals, materials, fuels or ingredients.
The key difference from traditional industrial chemistry is that the biological route often works under milder conditions and can use renewable feedstocks or biological catalysts to achieve the same or better result.
White biotechnology is industrial biotechnology with biology at the center of the process design.
Main applications of white biotechnology
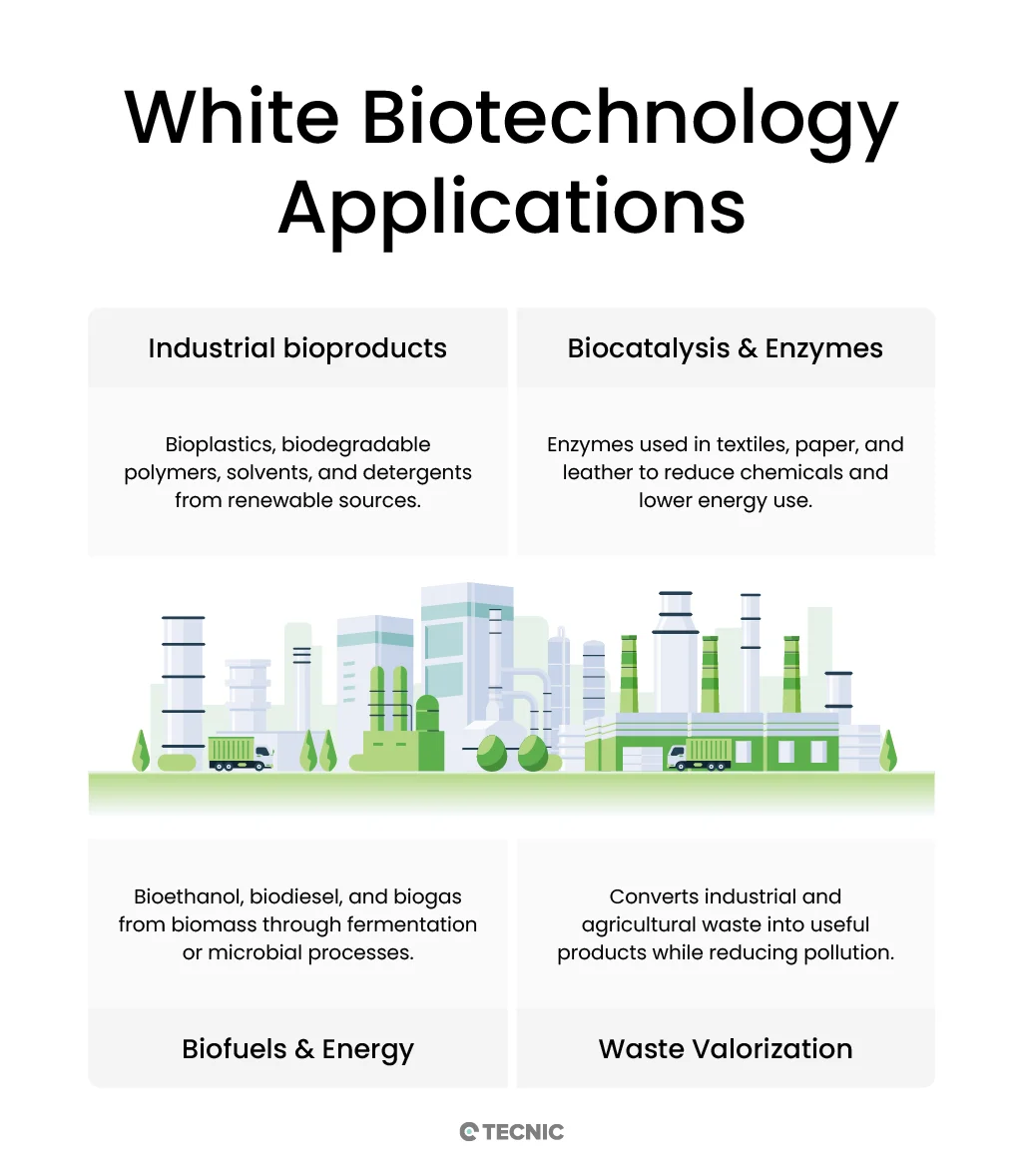
White biotechnology is already active across multiple industrial sectors. Its applications are broad because microorganisms and enzymes can perform highly specific transformations that conventional industry often finds expensive or inefficient.
Used to create polymers and materials from renewable raw materials instead of petroleum-based routes.
Used in detergents, textiles, paper, leather and food processing to improve efficiency at lower temperature and with fewer harsh reagents.
Used to produce ethanol, biogas and other renewable energy products from biomass and organic residues.
Used to make acids, solvents, amino acids and other industrial compounds through biological pathways.
How bioprocesses and enzymes are used in white biotechnology
The two main operational pillars of white biotechnology are fermentation and biocatalysis. Fermentation uses living microorganisms to produce a target molecule, while biocatalysis uses enzymes to perform specific reactions in a more selective and efficient way.
Fermentation
Uses bacteria, fungi or yeasts as production systems to generate industrial compounds, ingredients or energy products under controlled conditions.
Enzymatic processing
Uses purified or applied enzymes to replace harsher chemical reactions with more selective and efficient biological catalysis.
Fermentation builds the product through living systems, while enzymes accelerate precise industrial transformations without needing a full living culture in every case.
Main industrial benefits of white biotechnology
White biotechnology matters because it often improves both industrial performance and environmental performance at the same time.

White biotechnology, sustainability and the bioeconomy
White biotechnology is one of the strongest foundations of the modern bioeconomy because it connects industrial output with renewable biological resources. It is especially relevant in the transition away from fossil-based manufacturing toward more circular and lower-impact production systems.
This does not mean every biological route is automatically sustainable, but it does mean white biotechnology offers industry one of the clearest paths to combine performance, innovation and lower environmental burden.
White biotechnology creates its greatest value when industrial efficiency and environmental efficiency move together.
How TECNIC fits this workflow
TECNIC fits this topic directly because white biotechnology depends on controlled fermentation, scale-up logic and reliable downstream processing. Industrial biotechnology only creates value when the biological route can be translated into a reproducible and scalable process.
Bioreactors
Relevant when industrial biotechnology projects need controlled fermentation from laboratory work to pilot and production scale.
TFF systems
Relevant when white biotechnology workflows need concentration, separation or downstream processing after fermentation.
Laboratory equipment
Useful for early-stage screening, process development and validation of industrial biotechnology workflows.
Contact TECNIC
When industrial biotechnology projects need stronger scale-up logic and process consistency, direct technical discussion becomes more useful than theory alone.
This article works best when white biotechnology is framed as the industrial branch that turns biology into real manufacturing capability.
Frequently asked questions
What is white biotechnology?
It is the branch of biotechnology focused on industrial production using microorganisms, enzymes and bioprocesses.
What is white biotechnology used for?
It is used in bioplastics, industrial enzymes, biofuels, fermentation-based chemicals, food processing and waste valorization.
Why is white biotechnology important?
Because it helps industry become more efficient, more selective and often more sustainable than conventional chemical manufacturing alone.
What is the difference between white biotechnology and green biotechnology?
White biotechnology focuses on industrial manufacturing, while green biotechnology mainly focuses on agriculture and land-based environmental systems.
What is the biggest challenge in white biotechnology?
One major challenge is turning a promising biological route into a scalable, robust and economically competitive industrial process.
Exploring how industrial biotechnology connects with controlled fermentation and scale-up?
Explore TECNIC’s bioprocess solutions or speak with our team to review the right setup for scalable industrial biotechnology workflows.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}